
第4章 めっき工程
ローターハウジング ~潤滑と耐摩耗性を支えるめっき技術~
研削加工やバランス検査などを経たローターハウジングはめっき工程に運ばれ、その内壁面にめっき処理が施されます。これは、ロータリーエンジンの性能を左右する気密性を確保するために、摩耗の低減を行う処理です。ローターハウジングは、従来から摩耗低減のためにめっき処理を施していますが、8C型では、さらに潤滑油の油膜を保持しやすく、摩擦抵抗の低いめっきに改良しました。新しいめっきの開発目標は、13B型を大幅に上回る品質のめっき層を、短時間で析出させるというもの。析出されるめっき層の厚みは、150μメートル、0.15mmです。潤滑に必要なオイルを摺動面に均一に保持するために、極めて微細な油だまり溝を備え、その油だまり溝の幅や単位面積あたりの本数を基準内に収める必要があります。そして、150μメートルの厚みのどの深さでも、同質のめっき層でなければなりません。こうした性能要件をすべて満たすことで、経年劣化の少ない安定したエンジン性能が実現できるのです。また、今回8C型ロータリーエンジンの生産のために開発した高速クロームモリブデンめっきは、これまで6.5時間掛かっていためっき層の析出時間を、3時間に短縮することに成功しました。昔からロータリーエンジンを製造し、蓄積されたノウハウがあるマツダだからこそ、めっき加工も自社工場内で行うことができるのです。
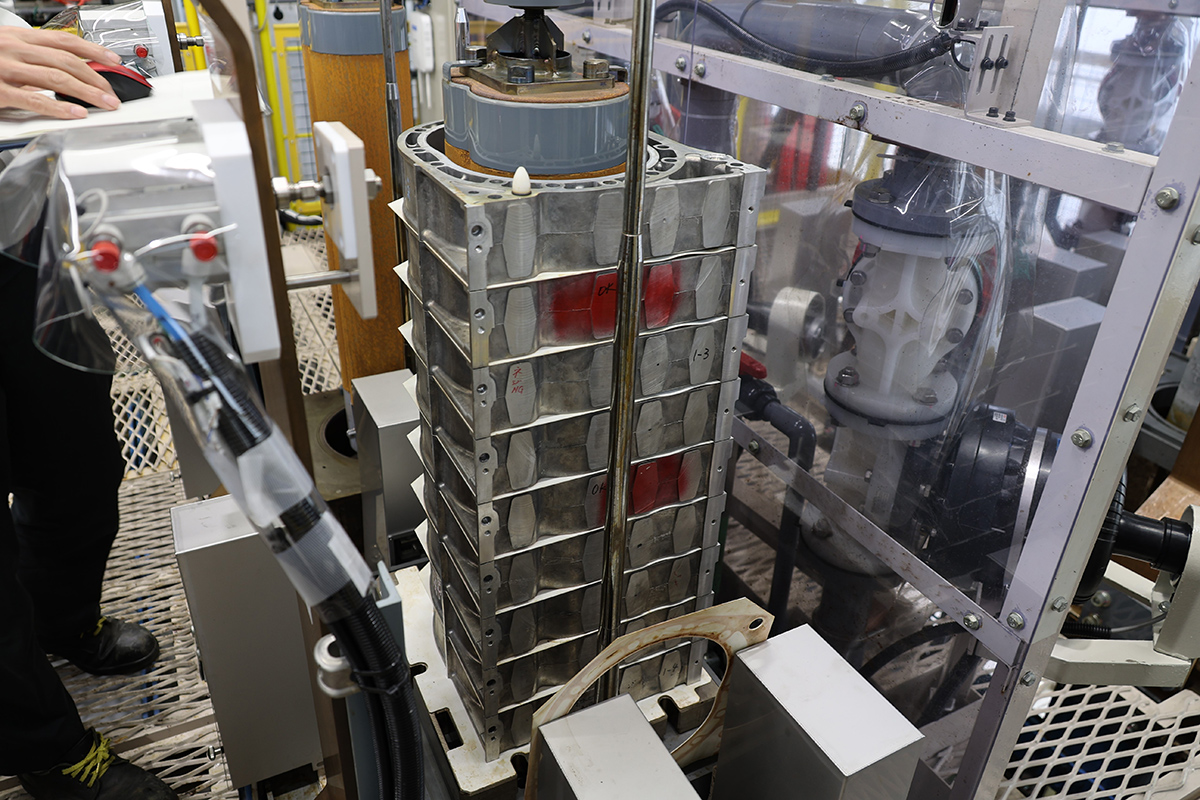
8C型ロータリーエンジンのめっき槽
8C型ロータリーエンジンのめっき槽
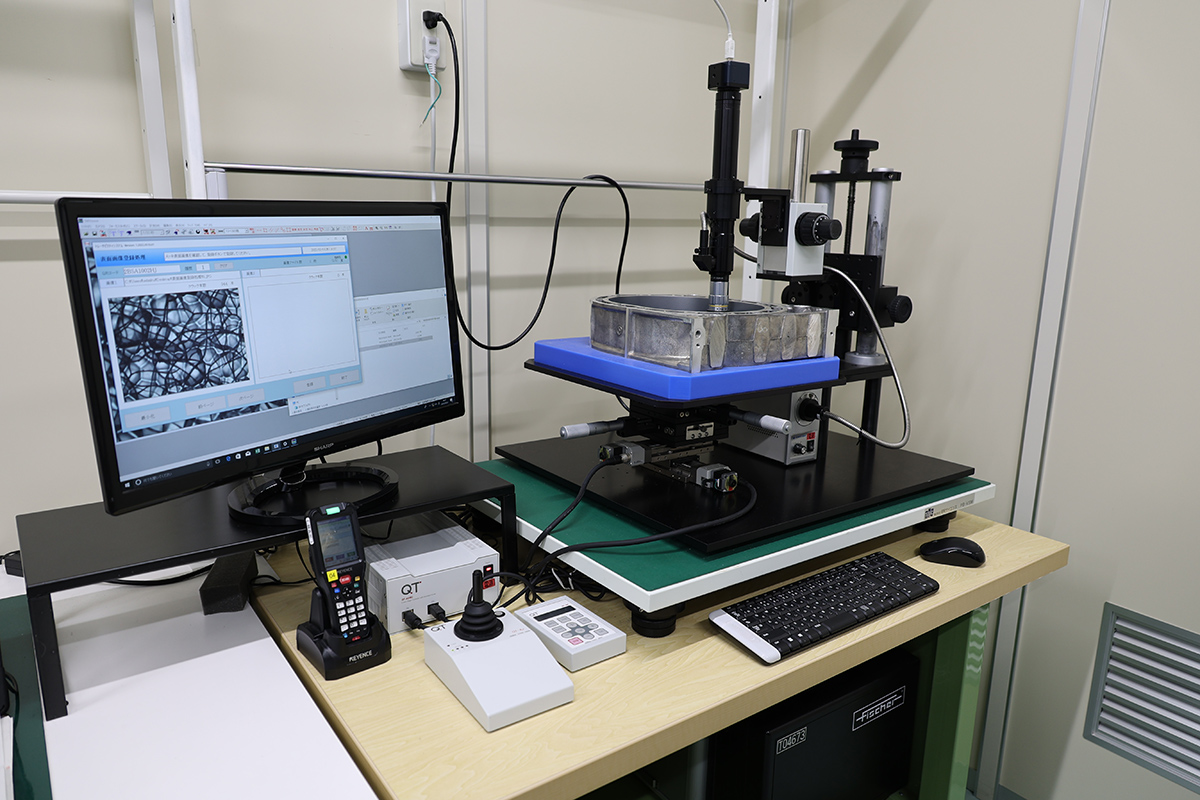
顕微鏡でめっき槽の油だまり溝の状態を確認する
顕微鏡でめっき槽の油だまり溝の状態を確認する

